еёЖЏЩИЪЧПѓЩНЛњаЕЩшБИжаГЃгУЩшБИЃЌЦфеёЖЏЕФВњЩњжївЊгаМЄеёЦїРДЪЕЯжЁЃМЄеёЦїаЮЪНЖрбљЃЌФПЧАЙуЗКЪЙгУЕФЦЋаФПщЭтжУЪНећЬхНсЙЙОпгажиСПЧсЁЂНсЙЙНєДеЁЂДЋЖЏМўШѓЛЌМЏжаЁЂЮЌаоЗНБуЁЂжЦдьГЩБОНЯЕЭЕФЬиЕуЁЃЕЋИУНсЙЙДцдквЛИіЦеБщЕФЮЪЬтЃЌМДМЄеёЦїФкЕФжсГаЪйУќНЯЖЬЃЌОГЃГіЯжжсГаЗЂШШЁЂЩеЫ№ЕШЯжЯѓЃЌбЯжигАЯьеёЖЏЩИЕФе§ГЃдЫааЁЃ
МЄеёЦїЕФЪЙгУЙЄПіЬѕМўЖёСгЃЌВЛНіЛЗОГЪЊЖШДѓЃЌЗлГОПХСЃЖрЃЌзЊЫйИпЃЈ750~1400r/minЃЉЃЌЖјЧвгаЧПСвеёЖЏГхЛїЁЃОЪЕМљОбщЗжЮіЃЌЕМжТеёЖЏЩИМЄеёЦїжсГаЫ№ЛЕжївЊгавдЯТМИЕуЃК
1ЁЂЩшМЦдвђ
1ЃЉжсГабЁаЭВЛКЯРэЁЃ
еёЖЏЩИЙіЖЏжсГадкЙЄзїЙ§ГЬжагЩШыСЯДјРДЕФГхЛїдиКЩНЯДѓЃЌгЩЦЋаФПщИпЫйа§зЊВњЩњЕФРыаФСІМАРыаФМгЫйЖШвВНЯДѓЃЌМгжЎЙЄзїЛЗОГжаЗлГОНЯЖрЃЌЫљвдЖджсГаЕФЪЙгУРраЭЁЂЯозЊЫйЁЂАВзАХфКЯГпДчЁЂгЮЯЖЁЂздШѓЛЌадФмЕШвЊЧѓНЯИпЃЌЦеЭЈжсГадкДЫЖёСгЙЄПіЯТЙЄзївзЫ№ЛЕЁЃШчЙћЩшМЦГѕЦкЖджсГабЁаЭВЛЕБЃЌжсГаЪЙгУЪйУќОЭЛсНЯЖЬЁЃ
ДІРэЗНЗЈЃК
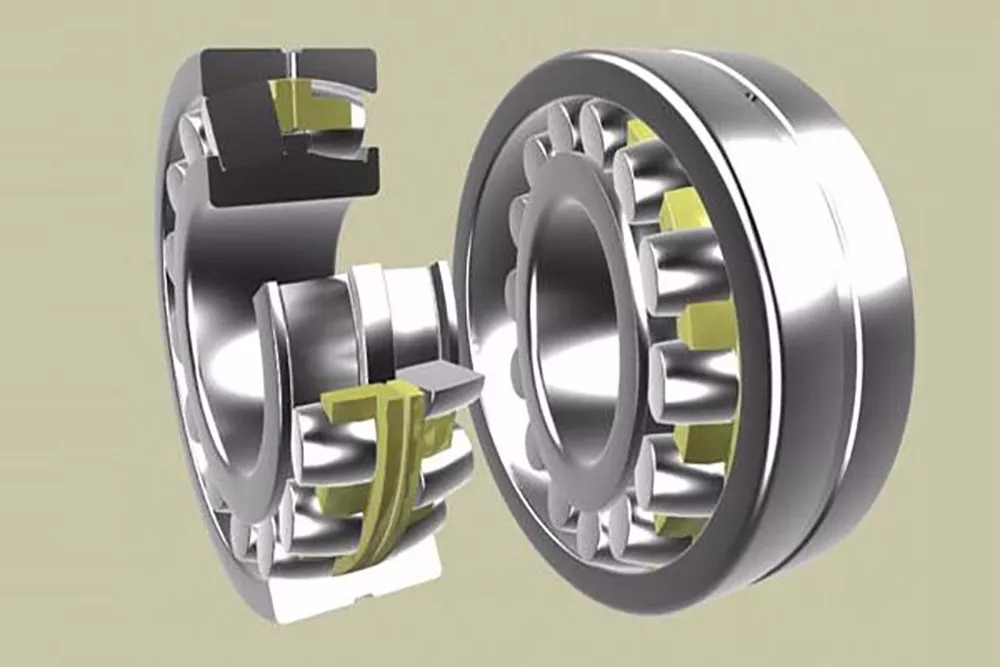
бЁгУеёЖЏЩИжсГаЁЃГЃгУЕФеёЖЏЩИжсГавЛАугадВжљЙізгжсГаКЭЕїаФЙізгжсГа2жжаЮЪНЁЃдВжљЙізгжсГаОпгаНЯДѓЕФОЖЯђГадиФмСІЃЌГаЪмЯозЊЫйвВНЯИпЃЌЖдЖЏОВдиКЩЕФГадиФмСІЧПЃЌЕЋЖджсГазљПзЕФЭЌжсЖШвЊЧѓНЯИпЁЃ
ЕїаФЙізгжсГаВЛЕЋОпгаНЯДѓЕФОЖЯђГадиФмСІЃЌЖјЧвФмГаЪмШЮЗНЯђЕФжсЯђдиКЩЃЌЕїаФадФмСМКУЃЌФмВЙГЅвђжсГазљПзМгЙЄдьГЩЕФВЛЭЌжсЮЪЬтЃЌЕЋВЛФмГаЪмДПжсЯђдиКЩЁЃ
гЩгкеёЖЏЩИЪЙгУЛЗОГНЯЮЊЖёСгЃЌаэЖржсГаЩњВњГЇМвЮЊеёЖЏЩИЩњВњДѓгЮЯЖжсГаЃЌжсГаВФСЯВЩгУВФСЯЃЌНсЙЙвВНЯЦеЭЈжсГагаНЯДѓЧјБ№ЃЌОпгаГадиФмСІЧПЃЌФЭГхЛїадФмКУЃЌШѓЛЌадФмКУЕФЬиЕуЁЃ
2ЃЉШѓЛЌУмЗтНсЙЙЩшМЦВЛКЯРэЁЃ
МЄеёЦїЙЄзїЙ§ГЬжажсГаЪмЦЋаФПщИпЫйа§зЊВњЩњНЯДѓЕФОЖЯђСІЃЌгЩгкШѓЛЌУмЗтНсЙЙЩшМЦВЛКЯРэЃЌжсГаШѓЛЌВЛЃЌЪЧЕМжТжсГаЪмШШВњЩњБфаЮЃЌжеЩеЫ№ЕФжївЊдвђЁЃФПЧАФкаэЖрМЄеёЦїжсГажївЊВЩгУжЌШѓЛЌЗНЪНЃЌУмЗтжївЊВЩгУУдЙЌУмЗтНсЙЙЃЌУмЗтМфЯЖвЛАудк1ЁЋ2mmЃЌЕЋдкЪЕМЪЪЙгУЙ§ГЬжаЫцзХМЄеёЦїФкжсГаЮТЖШЕФЩ§ИпЃЌШѓЛЌжЌ№ЄГэЖШж№НЅЃЌМЄеёЦїжїжсИпЫйа§зЊЃЌУдЙЌИЧФкШѓЛЌжЌДгУдЙЌИЧДІВЛЖЯаЙТЉЃЌжеЕМжТжсГавђШБЩйШѓЛЌЖјЫ№ЛЕЁЃ
ДІРэЗНЗЈЃК
ВЩгУЯЁгЭШѓЛЌЗНЪНЃЌШѓЛЌЭЈЕРЃЌШѓЛЌгЭбЛЗСїЖЏЃЌЪЙжсГаЕУЕНШѓЛЌЁЃИФНјУмЗтНсЙЙЃЌвЛЗНУцЗРжЙЯфЬхжаЕФШѓЛЌгЭЩјГіЃЌСэвЛЗНУцвВвЊЗРжЙПеЦјжаЕФЫЎЗжКЭЗлГОНјШыЯфЬхЮлШОШѓЛЌгЭЁЃ
3ЃЉжсГагыжсГазљПзХфКЯбЁдёВЛЕБЁЃ
жсГагыжсГазљПзХфКЯЙЋВюЪЧЩшМЦЪБЕФЁЃжсГагыжсГазљПзШчЙћбЁдёНЯДѓЙ§гЏХфКЯЃЌЛсЦШЪЙжсГаЙіЕРаЮзДВњЩњМИКЮБфаЮЃЌЕМжТжсГадЫзЊЪБВњЩњвьГЃеёЖЏЃЛШчЙћбЁдёНЯДѓЕФМфЯЖХфКЯЃЌЛсЪЙжсГаЭтШІдкжсГазљПзФкВњЩњЯрЖдЛЌЖЏЃЌЕМжТжсГаЮТЖШМБОчЩ§ИпЃЌжежсГаЫ№ЛЕЁЃ
ДІРэЗНЗЈЃК
бЁдёКЯРэХфКЯЙЋВюЁЃгЩгкМЄеёЦїЙЄзїЪБжсГаФкШІЫљЪмОЖЯђСІЯрЖдМЄеёЦїЦЋаФСІРДЫЕЪЧОВжЙЕФЃЌЩшМЦЪБжсГаФкШІЭљЭљгжБЛжсЯђЖЈЮЛЁЃЙЪжсГаФкШІгыжсЕФХфКЯгІВЩгУНЯЫЩЕФЙ§ЖЩХфКЯЛђМфЯЖХфКЯЙЋВюЁЃ
жсГаЭтШІЫљЪмОЖЯђСІЯрЖдгкМЄеёЦїЦЋаФСІдВжма§зЊЁЃЮЊЗРжЙЭтШІЛЌЖЏЃЌЭЌЪБжсГаЙіЖЏЬхдкБЃГжМмжаСщЛюзЊЖЏЃЌЭтШІгыжсГазљПзЕФХфКЯЩшМЦЪБвЊВЩгУНЯНєЙ§ЖЩЛђЩдаЁЕФЙ§гЏХфКЯЙЋВюЁЃ
4ЃЉЩшМЦЪБЮДПМТЧжсЕФЩьЫѕСПЁЃ
МЄеёЦїдЫааЮТЖШвЛАуЖМдк60ЁЋ85ЁцЁЃгЩгкШШеЭРфЫѕв§Ц№жсЕФЩьЫѕСПВЛПЩКіЪгЃЌМйЩшМЄеёЦїжсГЄ1mЃЌЮТВю40ЁцЃЌжсвђДЫЮТВюв§Ц№ЕФЩьЫѕСПЮЊ0.45mmвдЩЯЁЃШчДЫДѓЕФБфаЮСПЃЌШчЙћдкЩшМЦЪБЮДПМТЧЕНзувдЪЙжсГаЫ№ЛЕЁЃ
ДІРэЗНЗЈЃК
ЩшМЦЙ§ГЬжаНЋвЛЖЫжсГаЩшМЦГЩЙ§ЖЩЛђМфЯЖХфКЯЃЌвдБуЪЙМЄеёЦїжсдкШШеЭРфЫѕЪБПЩвдЯрЖдгкФкШІНјааЛЌЖЏЃЌБмУтжсГаЪмЕНвђШШеЭРфЫѕВњЩњЕФжсЯђСІзїгУЁЃ

2ЁЂЙЄведвђ
1ЃЉжсГазљПзЕФМгЙЄОЋЖШВЛЙЛЃЌЭЌИљжсСНжсГазљПзВЛЭЌаФЁЃ
ДІРэЗНЗЈЃК
ВЩгУМгЙЄОЋЖШНЯИпЕФЩшБИНјааМгЙЄЃЌСНжсГаПзЕФЭЌаФОЋЖШЁЃдкЪ§ПиялЯГДВЛђМгЙЄЃЌСНжсГаПзвЛДЮЧаЯїЭъГЩЁЃ
2ЃЉжсГазАХфЪБгУСІВЛОљЁЃ
ШчдкРфзАХфЙ§ГЬжаЃЌЖджсГаФкШІЪЉСІВЛОљЃЌЕМжТжсГаФкШІЯрЖджсВњЩњЦЋаБСПЃЌдЫзЊЙ§ГЬжажсГаФкШІОЭЛсФЅЫ№НЯПьЃЛЖджсГаЭтШІЪЉСІВЛОљЃЌжсГаЭтШІЯрЖдгкжсГаПзвВЛсВњЩњЦЋаБСПЃЌДгЖјЪЙжсГаЕФЭтШІФЅЫ№МгПьЃЛ
ДІРэЗНЗЈЃК
жсГадкзАХфЪБжЦзїЙЄзАЃЌЪЙжсГазАХфЙ§ГЬжаФкШІЛђЭтШІОљдШЪмбЙзщзАЕНЮЛЁЃЗРжЙзАХфЙ§ГЬжаФкЁЂЭтШІЪмСІВЛОљЁЃ
3ЃЉжсГаАВзАЪБЮДЧхНрИЩОЛЃЌЛђШѓЛЌгЭВЛЧхНрЃЌЕМжТжсГаЙіЕРФЅЫ№ЃЌЙіЖЏЬхФІВССІдіДѓЃЌЮТЖШЩ§ИпЃЌжеЫ№ЛЕжсГаЁЃ
ДІРэЗНЗЈЃК
жсГазАХфЧАЧхЯДИЩОЛЁЃМЄеёЦїдкЪЙгУЙ§ГЬжаЃЌАДЙцЖЈЖЈЦкИќЛЛШѓЛЌгЭжЌЁЃДЮЛЛШѓЛЌгЭдкЩшБИЪЙгУ150hжЎКѓЃЌжЎКѓЩшБИУПдЫаа1000hжЎКѓаыИќЛЛШѓЛЌгЭЁЃ
4ЃЉГЩзщЦЋаФПщжЪСПВюБ№ДѓЛђГЩзщЦЋаФПщАВзАНЧЖШЮѓВюНЯДѓЃЌв§Ц№еёдДВќЖЏЃЌдьГЩжсГаЗЂШШЁЃ
ДІРэЗНЗЈЃК
ЕїећЦЋаФПщжЪСПМАНЧЖШЃЌЪЙЦфжЪСПМАНЧЖШЖдГЦвЛжТЁЃШчЙћМЄеёЦїСНзщЕФХфжиПщМаНЧВЛЭЌЛђжЪСПВЛЭЌЃЌЫљВњЩњЕФеёЖЏЗНЯђНЧКЭеёЖЏСІОЭЛсВЛЭЌЃЌОЭЛсВњЩњЩИЬхХЄеёЕШЯжЯѓЃЌжТЪЙМЄеёЦїЪмЕНвьГЃдиКЩЁЃ
вђДЫдкжЦзїЦЋаФПщЪБЃЌгІЦЋаФПщЮЊЭЌЕШВФжЪЁЂУмЖШЯрЭЌЕФВФСЯЁЃЭЌЪБЮЊЦЋаФПщжЪаФвЛжТЃЌЖдЦЋаФПщЕФМИКЮаЮзДжЦзїЪБвВвЊбЯИёвЊЧѓЁЃСэЭтдкАВзАЛђЕїећМЄеёСІЪБЃЌвЊЪЙЭЌвЛИљжсЩЯЕФЦЋаФПщНЧЖШвЛжТЃЌЦНаажсЩЯЕФЦЋаФПщНЧЖШЖдГЦЁЃ

3ЁЂЪЙгУМАЮЌЛЄдвђ
1ЃЉвђЛљДЁВЛЦНЛђЕЏЛЩзљАВзАВЛе§ШЗЃЌв§Ц№ЩИЬхЕФВЛе§ГЃдЫЖЏЃЌжТЪЙеёЖЏЩИВњЩњзЊЖЏЛђХЄЧњЃЌв§Ц№МЄеёЦїжсГаЗЂШШЪмЫ№ЁЃ
ДІРэЗНЗЈЃК
еёЖЏЩИАВзАЕїећЪБЃЌЯШгУЫЎЦНвЧВтСПЛљДЁЪЧЗёЫЎЦНЁЃШчЙћЗЂЯжЛљДЁВЛЦНПЩвдЭЈЙ§дкЛљДЁЩЯМгЕцАхЕФЗНЪННјааЕїећЃЌЗДИДВтСПМАЕїећжБжСЛљДЁЫЎЦНЮЊжЙЁЃ
2ЃЉеёЖЏЩИЮѓВюДѓЃЌв§Ц№ЩИЬхЕФВЛе§ГЃдЫЖЏЃЌжТЪЙМЄеёЦїжсГаЗЂШШЪмЫ№ЁЃ
ДІРэЗНЗЈЃК
еёЖЏЩИЕФРэЯыЙЄзїзДЬЌгІЪЧећЛњдЫзЊЦНЮШЃЌИїДІеёЗљвЛжТЃЌЕЋгЩгкЩшМЦЛљзМВЛЭГвЛЁЂМгЙЄКЭАВзАОЋЖШЕЭЃЌЛђЪЧШыСЯВЛОљЕШдвђЭљЭљдьГЩМЄеёСІЦЋРыЃЌЕМжТеёЖЏЩИВњЩњзЊЖЏЛђХЄЧњЃЌМЄеёЦїЪмЕНЗЧе§ГЃдиКЩЃЌжТЪЙжсГаЗЂШШЪмЫ№ЁЃвђДЫжЛгадкЩшМЦЁЂжЦдьЁЂАВзАЙ§ГЬжабЯИёПижЦВњЦЗжЦзїАВзАОЋЖШЃЌВХФмМЄеёСІЮЛжУВЛЦЋвЦЁЃЭЌЪБдкеёЖЏЩИЪЙгУЪБЃЌвЊОЁСПзіЕНШыСЯОљдШЁЃ
3ЃЉМЄеёЦїЕФЙЬЖЈТнЫЈЫЩЖЏЛђЮДМгЗРЫЩЕЏЛЩЕцШІЃЌв§Ц№еёдДВќЖЏЃЌжТЪЙМЄеёЦїжсГаЗЂШШЪмЫ№ЁЃ
ДІРэЗНЗЈЃК
МЄеёЦїСЌНгЪБМгЕЏадЕцШІЃЌМЄеёЦїГѕДЮЪЙгУЃЌдЫаа2hКЭ50hКѓвЊжиаТМьВщНєЙЬМЄеёЦїЕФАВзАТнЫЈЃЌЗЂЯжЫЩЖЏСЂМДНєЙЬЁЃМЄеёЦїТнЫЈТнФИжЛФмЪЙгУвЛДЮЃЌНєЙЬКѓВ№ЯТаыЁЃ
4ЃЉШѓЛЌгЭбЁдёВЛЕБЃЌЬюГфЙ§ЖрЛђЙ§ЩйЃЌЕМжТМЄеёЦїжсГаЗЂШШЪмЫ№ЁЃ
ДІРэЗНЗЈЃК
ШѓЛЌжЌМгзЂЙ§ЖрЃЌдьГЩЗЂШШЃЌе§ГЃгІМгзЂШѓЛЌЧЛЕФ2/3ЮЊвЫ,ВЂЪЙгУХХЦјТнЫЈХХЦјЁЃЕЋШБЩйШѓЛЌжЌЛђШѓЛЌжЌРЯЛЏЁЂИЩПнЭЌбљЛсв§Ц№жсГаЕФЗЂШШЁЃвЛАудкВЛТЉгЭЕФЧщПіЯТМЄеёЦї0ЁЋ100hМгзЂвЛДЮШѓЛЌгЭЃЌвЛДЮМгзЂВЛЙ§1kgЃЌвЊЙлВьгЭЕФЖрЩйМгзЂЃЌВЂМАЪБХХГіЗЯгЭЃЌвдБужсГаЕУЕНе§ГЃШѓЛЌЁЃ
МЄеёЦїЪЧеёЖЏЩИМЄеёЖЏСІЕФРДдДЁЃЬсИпЩшМЦКЭМгЙЄжЪСПЃЌе§ШЗЪЙгУКЭОЋаФЮЌЛЄЪЧМЄеёЦїжсГаСМКУдЫааЕФЧАЬсЬѕМўЁЃ
вбга632ШЫГЩЙІВЮгы
ГЇМвЯњЪлВПЃК18336065555
ЪлКѓЗўЮёВПЃК0373-4222222